





在現(xiàn)代工業(yè)生產(chǎn)中,60~90% 的工業(yè)產(chǎn)品需要使用模具,模具工業(yè)已經(jīng)成為工業(yè)發(fā)展的基礎(chǔ)。在零件修復(fù)的再制造中,金屬快速成形技術(shù)日益成熟,目前國(guó)內(nèi)外應(yīng)用較多的為金屬直接快速熔覆技術(shù),其作為表面強(qiáng)化的一種重要技術(shù)日趨成熟,而其對(duì)金屬零件修復(fù)的作用也被越來(lái)越多的研究人員和技術(shù)人員所關(guān)注和重視。
采用激光熔覆技術(shù)修復(fù)模具,根據(jù)熔覆的金屬材料的不同, 可使修復(fù)后的模具具有比原來(lái)模具更優(yōu)異的表面硬度、耐磨性、紅硬性、抗冷熱疲勞等性能。激光熔覆修復(fù)模具的主要特點(diǎn)有:加熱和冷卻速度快,畸變較??;對(duì)各類(lèi)不同形式的缺陷可選擇送粉或預(yù)置粉末方式,熱影響區(qū)?。恍迯?fù)層與基體結(jié)合強(qiáng)度高等。所以將激光熔覆技術(shù)應(yīng)用到模具磨破損區(qū)域的修復(fù)中極具前景。
隨著計(jì)算機(jī)技術(shù)和機(jī)器人技術(shù)的發(fā)展,自動(dòng)化、智能化的集成柔性加工系統(tǒng)已經(jīng)成為激光再制造技術(shù)的發(fā)展方向。在激光機(jī)器人再制造加工現(xiàn)場(chǎng),針對(duì)破損零件的修復(fù)任務(wù),需要完成兩步工作:
◆ 對(duì)破損零件的檢測(cè),得到破損區(qū)域的位置和形狀大小數(shù)據(jù);
◆ 對(duì)零件破損部位的修復(fù)。
由于再制造對(duì)象個(gè)體的不確定性和多樣性,再制造的作業(yè)任務(wù)是復(fù)雜多變的,要實(shí)現(xiàn)再制造修復(fù)過(guò)程的自動(dòng)化、智能化,實(shí)現(xiàn)破損零件修復(fù)路徑的離線(xiàn)規(guī)劃和自動(dòng)生成是一個(gè)關(guān)鍵環(huán)節(jié)。關(guān)于激光直接制造和再制造加工路徑問(wèn)題的研究已取得了一些成果,如今,運(yùn)用 KRC 控制器的 KUKA 機(jī)器人手工編程存在效率低,精度低等缺點(diǎn),離線(xiàn)編程軟件KUKA Officelite 的使用,使得編程效率顯著提高。
機(jī)器人離線(xiàn)編程軟件
KUKA Officelite 軟件為 KUKA 機(jī)器人離線(xiàn)編程軟件,其作用是將 KUKA 機(jī)器人仿真模擬軟件 KUKA SimPro2.2所設(shè)計(jì)的路徑軌跡程序自動(dòng)編譯成機(jī)械手可執(zhí)行的程序。將 KUKA Officelite 軟件自動(dòng)編譯的執(zhí)行程序拷貝到 KRC 機(jī)器人控制器內(nèi)即可調(diào)用該程序進(jìn)行實(shí)際加工。該軟件可以安裝在 VMWare Work station 虛擬機(jī)內(nèi),因此在主機(jī)內(nèi)安裝VMWare Workstation 虛擬機(jī)后,即可在此虛擬機(jī)內(nèi)部的虛擬系統(tǒng)環(huán)境下運(yùn)行 KUKA Officelite 軟件。
模具修復(fù)實(shí)例
選用的散熱蓋模具,已經(jīng)有一套標(biāo)準(zhǔn)的模具,故準(zhǔn)備采用步驟進(jìn)行模具修復(fù),如圖 1 所示。
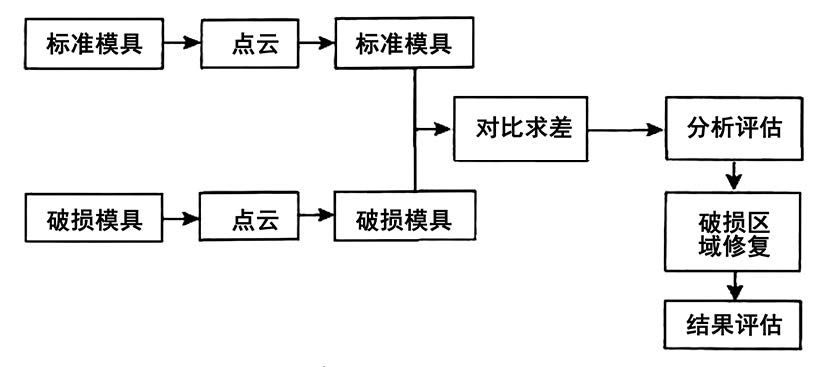
圖 1 模具修復(fù)過(guò)程框圖
◆ 破損區(qū)域的提取與分析
實(shí)例采用一套散熱蓋的注塑模具中的定模,先對(duì)破損模具進(jìn)行逆向建模,得到三維模型,如圖 2 所示。注釋圖中為該模具分型面上最大的一個(gè)破損區(qū)域,取名為第一破損區(qū)域,通過(guò)與標(biāo)準(zhǔn)模具的對(duì)比求差得到分型面上的破損區(qū)域。以圖 2 注釋圖中的第一破損區(qū)域?yàn)槔?,其余部分的修?fù)均可參考此例。
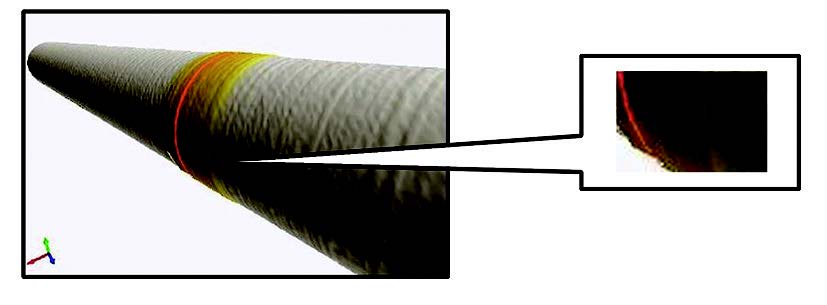
圖 2 破損模具的逆向建模與第一破損區(qū)域
從第一破損區(qū)的工程圖可以看出該區(qū)域長(zhǎng)度約為42mm,寬度約為 20mm,如圖 3 所示。雖然是曲面,但由于半徑達(dá)到了 1000mm,可以簡(jiǎn)化為平面處理。通過(guò)一些基礎(chǔ)實(shí)驗(yàn)得到的經(jīng)驗(yàn)來(lái)看,鋁合金激光熔覆功率 800W,掃描速度 5mm/s,掃描間距 2mm 時(shí)效果較好,此時(shí)的熔覆層高度約為 0.5mm,大于破損區(qū)域的 0.282mm,所以只需要熔覆一層即可,本次激光熔覆的編程,如圖 3 所示。長(zhǎng)度方向上共有 11 道。
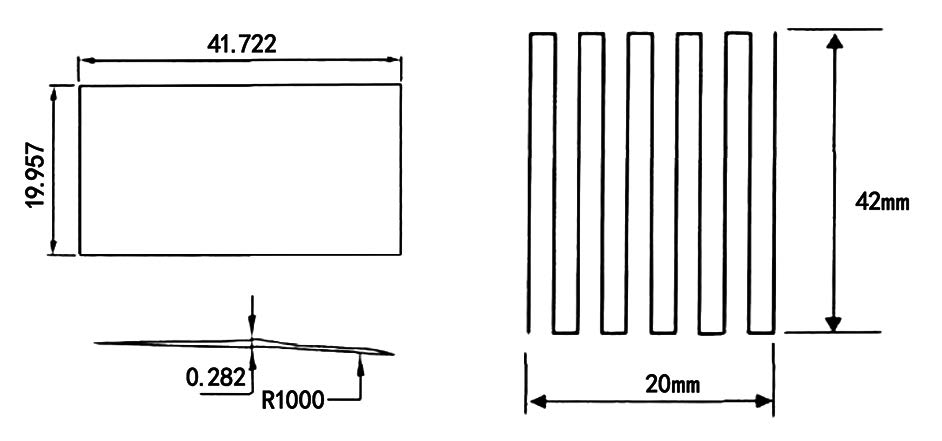
圖 3 第一破損區(qū)域的工程圖與修復(fù)路徑
◆ 模型導(dǎo)入 KUKA SimPro2.2
KUKA SimPro2.2 是德國(guó)某公司研發(fā)的仿真軟件。首先打開(kāi) KUKA SimPro2.2,在 File 菜單下選擇 import,然后導(dǎo)入需要修復(fù)的破損模具模型(必須為*.stl 格式),再通過(guò)旋轉(zhuǎn),平移等命令調(diào)整模型的位置,使其與實(shí)際工作臺(tái)上所占位置基本一致,并把模型的坐標(biāo)系移動(dòng)到模具的邊角位置,方便對(duì)模型的位置進(jìn)行準(zhǔn)確矯正。
實(shí)際操作機(jī)械手臂使其工件坐標(biāo)系原點(diǎn)位于在零件上選取的定位基準(zhǔn)點(diǎn)處,在操作面板上讀取基準(zhǔn)點(diǎn)位置坐標(biāo) :X,Y,Z,A, B,C。依據(jù)該坐標(biāo)值準(zhǔn)確矯正 KUKA SimPro2.2軟件內(nèi)的模具位置。矯正位置后,修改模具的材質(zhì)為鋁合金,準(zhǔn)備離線(xiàn)編程。
◆ 離線(xiàn)編程與模擬仿真
在模型的表面拾取第一個(gè)點(diǎn),如圖 4 所示。點(diǎn)擊錄制按鈕,記錄此點(diǎn)坐標(biāo)。然后修改 Y 坐標(biāo)值 ( 增加 42mm) 工作坐標(biāo)自動(dòng)移動(dòng)到第二個(gè)點(diǎn),點(diǎn)擊錄制按鈕。修改 X 坐標(biāo)值 ( 增加 2mm) 得到第三個(gè)點(diǎn)的坐標(biāo),點(diǎn)擊錄制按鈕。
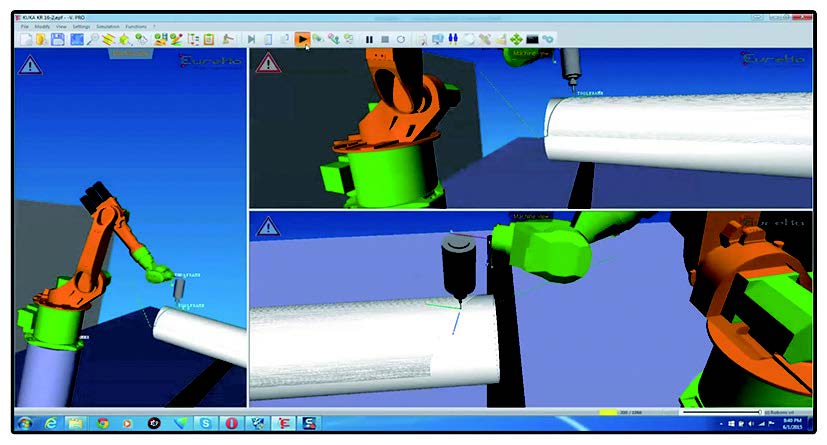
圖 4 拾取模型上的點(diǎn)
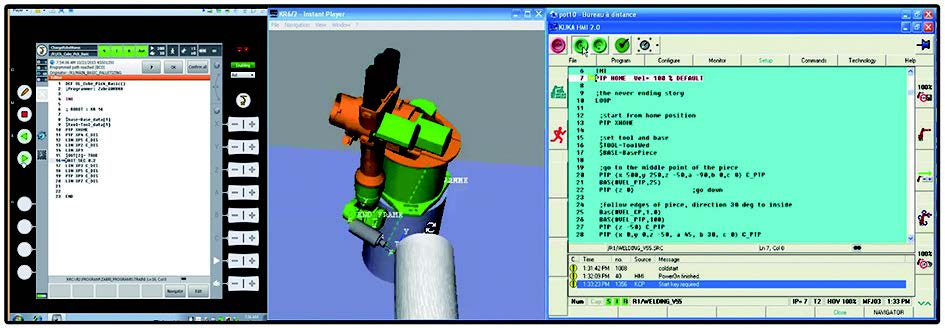
圖 5 KUKA Officelite 生成程序
按照這個(gè)辦法,依次得到所有點(diǎn)的坐標(biāo),最后將工作坐標(biāo)移至原始位置。編程結(jié)束后,點(diǎn)擊播放按鈕,對(duì)該程序進(jìn)行運(yùn)動(dòng)仿真,注意觀(guān)察每個(gè)動(dòng)作是否正確,是否有超程、與工件相撞等危險(xiǎn)發(fā)生,檢查無(wú)誤后,準(zhǔn)備連接 KUKAOfficelite 軟件。
首先打開(kāi)虛擬機(jī) VMWare Work station,在虛擬機(jī)內(nèi)部的虛擬系統(tǒng)環(huán)境下運(yùn)行 KUKA Officelite 軟件。然后查看虛擬機(jī)的 IP 地址,在 SimPro2.2 軟件的 KRC 選項(xiàng)中,修改VRC Host 為虛擬機(jī) 的 IP 地址,Configuration 選擇與實(shí)際設(shè)備一致的 KRC2- KR30HA_3 -FLOOR。點(diǎn)擊左下角 KR30HAAction 欄 下 的 Download RSL 按 鈕, 虛 擬 機(jī) 中 的 KUKAOfficelite 軟件已經(jīng)自動(dòng)運(yùn)行,如圖 5 所示。KUKA Officelite軟件自動(dòng)把離線(xiàn)編程的動(dòng)作編譯成 KRC 機(jī)器人控制器內(nèi)可調(diào)用的程序,儲(chǔ)存在 Program 文件夾下,將兩個(gè)文件拷貝到KRC 控制器中。
◆ 激光熔覆
將兩個(gè)程序復(fù)制到 KRC 控制器以后,設(shè)定掃描速度5mm/s,在示教模式下模擬運(yùn)行一次,發(fā)現(xiàn)行程正確。改為手動(dòng)模式,打開(kāi) IPG 外控軟件,設(shè)置激光功率為 800W,開(kāi)始激光熔覆,熔覆過(guò)程以及熔覆完成的結(jié)果,如圖 6 所示。KUKA Officelite 軟件生成的程序是正確的,從效率上來(lái)看,離線(xiàn)編程比手工編程省時(shí)省力,精度上也有保障,是一種值得推廣的編程方法。
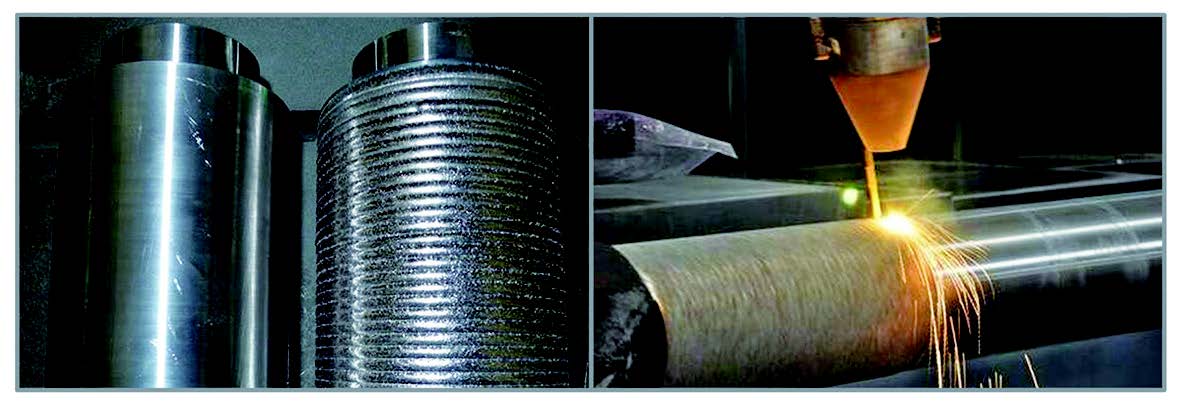
圖 6 激光熔覆過(guò)程與熔覆后的表面形態(tài)
總結(jié)
本文通過(guò)一個(gè)模具激光熔覆實(shí)例,提出了一個(gè)典型的模具修復(fù)流程,從模具的逆向建模到磨破損區(qū)域的分析,再到離線(xiàn)編程和實(shí)際的激光熔覆,證明了 KUKA Officelite 軟件的使用能夠減輕操作者的勞動(dòng)強(qiáng)度,減少人為的誤差和錯(cuò)誤,提高了編程的效率,簡(jiǎn)化了激光熔覆的過(guò)程。
轉(zhuǎn)載請(qǐng)注明出處。

 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀















 關(guān)注我們
關(guān)注我們