



隨著科學(xué)技術(shù)的發(fā)展,近年來(lái)出現(xiàn)了激光焊接。那么什么是激光焊接呢?激光焊接的特點(diǎn)與優(yōu)點(diǎn)又有哪些呢?
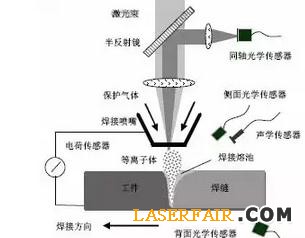
下圖是激光焊接的工作原理:
首先,什么是激光?世界上的第一個(gè)激光束于1960年利用閃光燈泡激發(fā)紅寶石晶粒所產(chǎn)生,因受限于晶體的熱容量,只能產(chǎn)生很短暫的脈沖光束且頻率很低。雖然瞬間脈沖峰值能量可高達(dá)106瓦,但仍屬于低能量輸出。
激光技術(shù)采用偏光鏡反射激光產(chǎn)生的光束使其集中在聚焦裝置中產(chǎn)生巨大能量的光束,假如焦點(diǎn)靠近工件,工件就會(huì)在幾毫秒內(nèi)熔化和蒸發(fā),這一效應(yīng)可用于焊接工藝高功率CO2及高功率YAG激光器的出現(xiàn),開辟了激光焊接的新領(lǐng)域。激光焊接設(shè)備的關(guān)鍵是大功率激光器,主要有兩大類,一類是固體激光器,又稱Nd:YAG激光器。Nd(釹)是一種稀土族元素,YAG代表釔鋁柘榴石,晶體結(jié)構(gòu)與紅寶石相似。Nd:YAG激光器波長(zhǎng)為1.06μm,主要優(yōu)點(diǎn)是產(chǎn)生的光束可以通過(guò)光纖傳送,因此可以省往復(fù)雜的光束傳送系統(tǒng),適用于柔性制造系統(tǒng)或遠(yuǎn)程加工,通常用于焊接精度要求比較高的工件。汽車產(chǎn)業(yè)常用輸出功率為3-4千瓦的Nd:YAG激光器。另一類是氣體激光器,又稱CO2激光器,分子氣體作工作介質(zhì),產(chǎn)生均勻?yàn)?0.6μm的紅外激光,可以連續(xù)工作并輸出很高的功率,標(biāo)準(zhǔn)激光功率在2-5千瓦之間。
與其它傳統(tǒng)焊接技術(shù)相比,激光焊接的主要優(yōu)點(diǎn)是:
1、速度快、深度大、變形小。
2、能在室溫或特殊條件下進(jìn)行焊接,焊接設(shè)備裝置簡(jiǎn)單。例如,激光通過(guò)電磁場(chǎng),光束不會(huì)偏移;激光在真空、空氣及某種氣體環(huán)境中均能施焊,并能通過(guò)玻璃或?qū)馐该鞯牟牧线M(jìn)行焊接。
3、可焊接難熔材料如鈦、石英等,并能對(duì)異性材料施焊,效果良好。
4、激光聚焦后,功率密度高,在高功率器件焊接時(shí),深寬比可達(dá)5:1,最高可達(dá)10:1。
5、可進(jìn)行微型焊接。激光束經(jīng)聚焦后可獲得很小的光斑,且能精確定位,可應(yīng)用于大批量自動(dòng)化生產(chǎn)的微、小型工件的組焊中。
6、可焊接難以接近的部位,施行非接觸遠(yuǎn)間隔焊接,具有很大的靈活性。尤其是近幾年來(lái),在YAG激光加工技術(shù)中采用了光纖傳輸技術(shù),使激光焊接技術(shù)獲得了更為廣泛的推廣和應(yīng)用。
7、激光束易實(shí)現(xiàn)光束按時(shí)間與空間分光,能進(jìn)行多光束同時(shí)加工及多工位加工,為更精密的焊接提供了條件。
但是,激光焊接也存在著一定的局限性:
1、要求焊件裝配精度高,且要求光束在工件上的位置不能有明顯偏移。這是由于激光聚焦后光斑尺雨寸小,焊縫窄,為加填充金屬材料。若工件裝配精度或光束定位精度達(dá)不到要求,很輕易造成焊接缺陷。
2、激光器及其相關(guān)系統(tǒng)的成本較高,一次性投資較大。
激光焊接的工藝參數(shù)
?。?)功率密度
功率密度是激光加工中最關(guān)鍵的參數(shù)之一。采用較高的功率密度,在微秒時(shí)間范圍內(nèi),表層即可加熱至沸點(diǎn),產(chǎn)生大量汽化。因此,高功率密度對(duì)于材料去除加工,如打孔、切割、雕刻有利。對(duì)于較低功率密度,表層溫度達(dá)到沸點(diǎn)需要經(jīng)歷數(shù)毫秒,在表層汽化前,底層達(dá)到熔點(diǎn),易形成良好的熔融焊接。因此,在傳導(dǎo)型激光焊接中,功率密度在范圍在 104~106W/cm2。
(2)激光脈沖波形
激光脈沖波形在激光焊接中是一個(gè)重要問(wèn)題,尤其對(duì)于薄片焊接更為重要。當(dāng)高強(qiáng)度激光束射至材料表面,金屬表面將會(huì)有60~98%的激光能量反射而損失掉,且反射率隨表面溫度變化。在一個(gè)激光脈沖作用期間內(nèi),金屬反射率的變化很大。
?。?)激光脈沖寬度
脈寬是脈沖激光焊接的重要參數(shù)之一,它既是區(qū)別于材料去除和材料熔化的重要參數(shù),也是決定加工設(shè)備造價(jià)及體積的關(guān)鍵參數(shù)。
?。?)離焦量對(duì)焊接質(zhì)量的影響
因?yàn)榧す饨裹c(diǎn)處光斑中心的功率密度過(guò)高,容易蒸發(fā)成孔。離開激光焦點(diǎn)的各平面上,功率密度分布相對(duì)均勻。離焦方式有兩種:正離焦與負(fù)離焦。焦平面位于工件上方為正離焦,反之為負(fù)離焦。按幾何光學(xué)理論,當(dāng)正負(fù)離焦平面與焊接平面距離相等時(shí),所對(duì)應(yīng)平面上功率密度近似相同,但實(shí)際上所獲得的熔池形狀不同。負(fù)離焦時(shí),可獲得更大的熔深,這與熔池的形成過(guò)程有關(guān)。
激光焊接的應(yīng)用領(lǐng)域
激光焊接在制造行業(yè)、粉末冶金領(lǐng)域、汽車工業(yè)、電子工業(yè)以及其他領(lǐng)域都有廣泛的應(yīng)用。
尤其,小編搜羅了下激光焊接在汽車制造業(yè)的發(fā)展現(xiàn)狀,縮減如下:
目前,德國(guó)大眾汽車公司在AudiA6、GolfA4、Passat等品牌的車頂均采用激光焊接,寶馬、通用公司在車架頂部也采用激光焊接,德國(guó)奔馳公司則采用激光焊接傳動(dòng)部件。
除了激光焊接,其他激光技術(shù)也得到了廣泛應(yīng)用:大眾、通用、奔馳、日產(chǎn)公司應(yīng)用了激光技術(shù)切割覆蓋件,菲亞特和豐田公司應(yīng)用激光涂覆發(fā)動(dòng)機(jī)排氣閥,大眾公司則對(duì)發(fā)動(dòng)機(jī)凸輪軸進(jìn)行激光表面硬化處理。
從目前國(guó)內(nèi)的情況來(lái)看,國(guó)際品牌的國(guó)產(chǎn)化車型:帕薩特、波羅、途安、奧迪、東風(fēng)標(biāo)致、??怂沟榷家呀?jīng)采用激光焊接技術(shù),其中一汽大眾奧迪A6頂蓋和寶來(lái)后蓋采用激光焊接,速騰和途安的車身激光焊縫長(zhǎng)度分別達(dá)到30、40m。此外,國(guó)內(nèi)自主汽車品牌的華晨、奇瑞、吉利汽車也相繼在其新車型上應(yīng)用激光焊接技術(shù)。
改善和發(fā)展激光焊接的新技術(shù)
隨著時(shí)代的進(jìn)步,激光焊接的技術(shù)也在不斷發(fā)展中,以下幾項(xiàng)技術(shù)有助擴(kuò)展激光焊接的應(yīng)用范圍及提高激光焊接自動(dòng)控制水平。
1、填充焊絲激光焊
激光焊接一般不填充焊絲,但對(duì)焊件裝配間隙要求很高,實(shí)際生產(chǎn)中有時(shí)很難保證,限制了其應(yīng)用范圍。采用填絲激光焊,可大大降低對(duì)裝配間隙的要求。例如板厚2mm的鋁合金板,如不采用填充焊絲,板材間隙必須為零才能獲得良好的成形,如采用φ1.6mm的焊絲做為填充金屬,即使間隙增至1.0mm,也可保證焊縫良好的成形。此外,填充焊絲還可以調(diào)整化學(xué)成分或進(jìn)行厚板多層焊。
2、光束旋轉(zhuǎn)激光焊
使激光束旋轉(zhuǎn)進(jìn)行焊接的方法,也可大大降低焊件裝配以及光束對(duì)中的要求。例如在2mm厚高強(qiáng)合金鋼板對(duì)接時(shí),允許對(duì)縫裝配間隙從0.14mm增大到0.25mm;而對(duì)4mm厚的板,則從0.23mm增大到0.30mm。光束中心與焊縫中心的對(duì)準(zhǔn)允許誤差從0.25mm增加至0.5mm。
3.激光焊接質(zhì)量在線檢測(cè)與控制
利用等離子體的光、聲、電荷信號(hào)對(duì)激光焊接過(guò)程進(jìn)行檢測(cè),近年來(lái)已成為國(guó)內(nèi)外研究的熱點(diǎn),少數(shù)研究成果已達(dá)到了閉環(huán)控制的程度。
轉(zhuǎn)載請(qǐng)注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀















 關(guān)注我們
關(guān)注我們