





任何加工工藝的目標都在于以最經(jīng)濟的方式、在最短時間內(nèi)達到所希望的高品質(zhì)效果。與切、銑、鉆等常規(guī)機械加工技術(shù)相比,激光加工可以實現(xiàn)局部、高質(zhì)量的精準加工。正確選擇激光器,可以實現(xiàn)高收益、高產(chǎn)出和經(jīng)濟的加工過程。
移動設(shè)備制造是大量使用激光器的一個重要行業(yè)。生產(chǎn)更小型、更快速、更輕質(zhì)并且成本更低的移動設(shè)備,需要能滿足這一挑戰(zhàn)的激光微加工工藝。其它行業(yè),如醫(yī)療設(shè)備制造、清潔能源、汽車和航空航天等產(chǎn)業(yè),也不同程度地采用了激光加工技術(shù)。
盡管有好幾個激光參數(shù)都會影響加工效果,脈沖寬度的選擇則是對精度、生產(chǎn)能力、質(zhì)量和工藝經(jīng)濟性影響最大的因素之一。脈沖寬度在納秒至飛秒范圍內(nèi)的脈沖激光器,通常被用于各種材料的精密微加工。本文描述了對常用于微加工領(lǐng)域的納秒、皮秒和飛秒激光器,如何在生產(chǎn)能力、質(zhì)量和成本之間進行權(quán)衡。
納秒級脈沖寬度
已建立的認知是,對于相同的平均功率,納秒激光器可帶來較高的材料去除速率,因此,與皮秒、飛秒激光器相比,其生產(chǎn)能力更高,這是由于大部分材料的去除是通過熔化工藝實現(xiàn)的。激光脈沖將材料從室溫加熱到其熔化溫度,并最終通過蒸發(fā)和逐出熔料而被去除。
然而,由于被去除的熔化材料常常會附著在被加工部位的邊緣并重新固化,因此使加工精度和質(zhì)量受到不利影響。保留在材料中的殘余熱量還會在被加工部位產(chǎn)生所謂的熱影響區(qū)(HAZ)。同時,一些被熔融物可能會飛濺到被加工部位,從而造成加工質(zhì)量不良。
然而,如果增加一些成本,采用綠光、紫外(UV)波長或波長更短的納秒脈沖寬度激光器,便可緩解上述副作用。特別是UV納秒激光器可顯著降低熱影響區(qū),因為大多數(shù)材料的吸收深度均較淺。UV納秒激光器還具有加工較小形狀時所需的焦斑大小更緊實、焦距更深的優(yōu)勢。
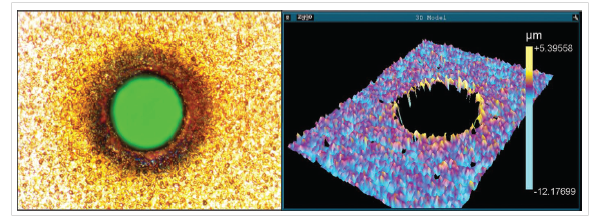
圖1:在銅—聚酰亞胺—銅FPCB 膜上鉆出的一個微孔,孔徑80μm,成孔邊緣的毛刺平均高度僅約2μm。
UV納秒激光器在功能和成本方面的最新發(fā)展,加速了其在精密微加工領(lǐng)域的應(yīng)用。例如,美國理波(Newport)旗下公司Spectra-Physics 推出的兩款UV 激光器Talon和Explorer引領(lǐng)UV激光器行業(yè)實現(xiàn)了一次大幅度的性價比提升,通過多年努力帶來了3倍以上的單位瓦特成本改善。因而,這些激光器已被廣泛使用于各類應(yīng)用中,如UV打標、薄膜圖案裝飾、印刷電路板切割,并通過鉆削在高產(chǎn)量的條件下實現(xiàn)精細的外形。圖1顯示了采用Talon UV激光器,在銅—聚酰亞胺—銅柔性印刷電路板(FPCB)膜上鉆出的一個微孔,其孔徑80μm,成孔邊緣的毛刺極細微,平均高度僅約2μm。
另一方面,Spectra-Physics的Quasar紫外混合光纖激光器可提供大于 60W的高重復(fù)率、靈活、且可編程的UV短納秒脈沖。這種功能組合大大拓寬了UV納秒激光器的可用參數(shù)空間,并能實現(xiàn)諸多材料的高質(zhì)量、高產(chǎn)能加工,包括半導(dǎo)體、陶瓷、玻璃、藍寶石、電池箔等用于制造移動設(shè)備的一系列材料。未來,UV納秒激光器的單位成本曲線將進一步拉低,同時進一步增強的能力可以繼續(xù)擴展其在大規(guī)模生產(chǎn)領(lǐng)域中的應(yīng)用。
納秒與皮秒加工對比
納秒與皮秒激光器的早期研究顯示,當使用皮秒激光脈沖代替納秒脈沖進行加工時,不銹鋼的熔化情況會減少。多項其它研究已表明,當采用皮秒激光器進行微加工時,加工質(zhì)量—被定義為激光加工部位邊緣的熱影響區(qū)廣度、碎片形成、熔融物積聚以及飛濺等方面均有提升。同時,按單位面積能量(mJ / cm2)測得的最小能量密度來定義,皮秒激光脈沖的材料去除閾值比納秒激光脈沖要低得多。
由于較短的皮秒脈沖寬度有助于以單次脈沖較低能量去除材料,因此可以實現(xiàn)高峰值功率。但是,從實用角度來看,大多數(shù)切割或鉆孔工藝是在遠高于材料去除閾值的能量密度下進行的,而平均功率相同的納秒激光器能夠比皮秒激光器提供更高的生產(chǎn)量。因此如果對加工來說,質(zhì)量更為重要,那么就應(yīng)當使用皮秒激光器而非納秒激光器。
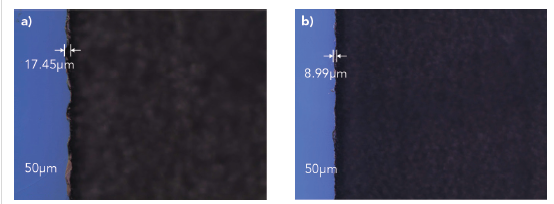
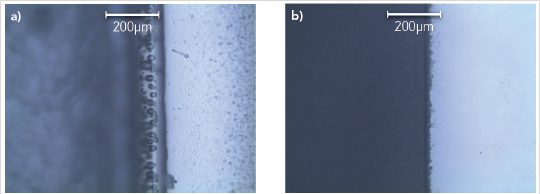
圖2:分別采用UV納秒激光器(a)和綠色皮秒激光器(b)在Gorilla 玻璃上劃線。
一旦做出選擇,則應(yīng)采用適當功率的皮秒激光器以滿足生產(chǎn)能力的要求。圖2顯示了在類似工藝條件下(平均功率30W、脈沖重復(fù)頻率1 MHz),分別采用UV納秒或綠色皮秒激光器,在0.7毫米厚的Gorilla玻璃(一款環(huán)保、輕薄玻璃,被用作高端顯示設(shè)備的保護層)上刻紋的結(jié)果。采用UV納秒激光器劃線深度可達約70μm,而采用綠色皮秒激光器則僅可達約40μm。但是,采用UV納秒激光器加工的玻璃邊緣豁口約 18μm,采用綠色皮秒激光器則僅約9μm。
皮秒激光器與納秒激光器相比較,除了質(zhì)量上的優(yōu)勢及生產(chǎn)能力上的劣勢,還應(yīng)考慮經(jīng)濟性,這是由于皮秒激光器的前期投入成本和經(jīng)營成本通常都更昂貴。Spectra-Physics公司的IceFyre工業(yè)級皮秒激光器是集高功率、超短脈沖、前所未有的通用性、重復(fù)頻率可調(diào)、可編程靈活調(diào)節(jié)脈寬、脈沖可按需觸發(fā)等諸多功能于一身,并且具有很好的成本優(yōu)勢。在1064nm波長處可提供大于50W的平均功率和大于200μJ的脈沖能量,是精密加工藍寶石、玻璃、陶瓷、塑料及其他材料的理想光源。同時,它也使得超快激光器真正實現(xiàn)規(guī)模化的工業(yè)應(yīng)用。
皮秒與飛秒加工對比
談到更短的脈沖寬度,在用于微加工的皮秒與飛秒激光脈沖寬度之間的選擇,取決于材質(zhì)、質(zhì)量要求以及經(jīng)濟方面的考量。飛秒激光器可以提供優(yōu)于皮秒激光器的加工質(zhì)量,但其更高的激光器成本也必須加以考慮。皮秒和飛秒激光器均能提供高峰值功率,從而降低材料去除閾值能量密度。對于許多材料而言,飛秒激光脈沖的去除閾值能量密度低于皮秒脈沖。但是,在大多數(shù)能量密度水平高于閾值的實際加工過程中,材料去除率是與材質(zhì)息息相關(guān)的。
一項研究表明,由于脈沖寬度從10ps 減小到900fs,不銹鋼的材料去除率上升,而氮化鋁的去除率則隨著脈沖寬度的減小而降低。在加工熱敏性聚合物,如加工制造可降解支架的左旋聚乳酸(PLLA)、或用于有機LED顯示器(OLED)薄膜時,飛秒激光脈沖必須注意避免熔化損傷和熱損傷。
圖3:分別采用皮秒激光器(a)和飛秒激光器(b)切割左旋聚乳酸(PLLA)邊緣。
圖3a顯示的是采用一款10ps脈沖寬度的皮秒激光器加工PLLA的邊緣熔化情況,圖3b顯示了一個采用400fs脈沖寬度的Spectra-Physics激光器加工出的整齊邊緣。所以,對于某些特定類型的材料,因為特性的關(guān)系,以及皮秒激光器無法達到其加工質(zhì)量要求,必須采用飛秒激光器。與納秒、皮秒激光器一樣,飛秒激光器的性價比也在逐步提升。
總結(jié)
雖然任何單一的激光脈沖寬度都無法滿足所有材料加工的要求,脈沖寬度的選擇對于加工質(zhì)量、生產(chǎn)能力和成本研究具有顯著的影響?;诖?,應(yīng)根據(jù)材質(zhì)、期望質(zhì)量、生產(chǎn)能力和成本等要素來選擇適合的激光器。一般來說,納秒激光器可提供一個比皮秒和飛秒激光器更為經(jīng)濟、生產(chǎn)能力高、質(zhì)量水平合理的解決方案,尤其是UV納秒激光器能在諸多應(yīng)用中提供一個高質(zhì)量、高生產(chǎn)能力的“制勝點”。
然而,對于薄金屬、透明材料和熱敏材料,皮秒和飛秒激光器則可提供加工質(zhì)量優(yōu)勢,在要求最佳加工質(zhì)量的情況下,皮秒或飛秒激光器將是微加工的理想之選。新型大功率工業(yè)級皮秒和飛秒激光器,能提供更高的生產(chǎn)能力,以及更高的質(zhì)量和更低的單位成本。
展望未來,將會看到納秒、皮秒和飛秒激光器性價比的持續(xù)進步。這些進步,將推動采用各種脈沖寬度的激光器在精密制造業(yè)的飛速應(yīng)用。每種激光器憑借其在加工質(zhì)量、生產(chǎn)能力和經(jīng)濟性方面的優(yōu)勢,將分別在特定材料類型和應(yīng)用中大顯身手。
轉(zhuǎn)載請注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀















 關(guān)注我們
關(guān)注我們