





自上世紀(jì)六十年代第一臺(tái)激光器設(shè)備問世以來,關(guān)于激光及其在各個(gè)領(lǐng)域的應(yīng)用研究得到了迅猛的發(fā)展,近20年來,激光制造技術(shù)已滲入到諸多高科技領(lǐng)域和產(chǎn)業(yè),其中激光技術(shù)在半導(dǎo)體領(lǐng)域的應(yīng)用是最為廣泛和活躍的領(lǐng)域之一。
近年來光電產(chǎn)業(yè)的快速發(fā)展,高集成度和高性能的半導(dǎo)體晶圓需求不斷增長,硅、碳化硅、藍(lán)寶石、玻璃以及磷化銦等材料被廣泛應(yīng)用于半導(dǎo)體晶圓的襯底材料。隨著晶圓集成度大幅提高,晶圓趨向于輕薄化,很多傳統(tǒng)的加工方式已不再適用,于是在部分工序引入了激光技術(shù)。
在諸多激光技術(shù)中,脈沖激光尤其是超短脈沖激光在精密加工領(lǐng)域應(yīng)用又尤為廣泛,超短脈沖激光是指激光單個(gè)脈沖寬度達(dá)到甚至小于10-12秒(即皮秒)這個(gè)量級(jí)的激光,由于激光脈沖時(shí)間寬度極短,在某個(gè)頻率(即一定脈沖個(gè)數(shù))下需要釋放設(shè)定的激光功率,單個(gè)脈沖的激光功率是固定的,將單個(gè)脈沖的能量在極短的時(shí)間釋放出去,造成極高的瞬時(shí)功率(兆瓦及以上),瞬間改變材料性質(zhì),平均功率很低對(duì)材料加工區(qū)域熱影響很小的加工效果即激光冷加工。
超短脈沖激光加工具有諸多獨(dú)特的優(yōu)勢:
● 非接觸式加工:激光的加工只有激光光束與加工件發(fā)生接觸,沒有刀削力作用于切割件,避免對(duì)加工材料表面造成損傷。
● 加工精度高,熱影響?。好}沖激光可以做到瞬時(shí)功率極高、能量密度極高而平均功率很低,可瞬間完成加工且熱影響區(qū)域極小,確保高精密加工,小熱影響區(qū)域。
● 加工效率高,經(jīng)濟(jì)效益好:激光加工效率往往是機(jī)械加工效果的數(shù)倍且沒有耗材無污染。
半導(dǎo)體晶圓的激光切割
激光應(yīng)力誘導(dǎo)切割
激光應(yīng)力誘導(dǎo)切割是一種全新的激光切割工藝,具有切割速度快、不產(chǎn)生粉塵、無切割基材耗損、所需切割道小、完全干制程等優(yōu)勢。激光應(yīng)力誘導(dǎo)切割最早起源于激光內(nèi)雕,其原理是將短脈沖激光光束透過材料表面聚焦在材料中間,由于短脈沖激光瞬時(shí)能量極高,在材料中間形成小的變質(zhì)點(diǎn)。
幾年前,德龍激光通過核心技術(shù)團(tuán)隊(duì)技術(shù)攻關(guān),成功研發(fā)出了激光應(yīng)力誘導(dǎo)切割技術(shù),并申請(qǐng)了專利,將該技術(shù)應(yīng)用于藍(lán)寶石、玻璃、硅、SiC等多種材料的切割。激光應(yīng)力誘導(dǎo)切割主要原理是將短脈沖激光光束透過材料表面聚焦在材料中間,在材料中間形成改質(zhì)層,然后通過外部施加壓力使芯片分開。中間形成的改質(zhì)層如圖1所示:

圖1:300μm厚晶圓截面圖。
目前,該切割技術(shù)廣泛應(yīng)用于LED芯片、MEMS芯片、FRID芯片、SIM芯片、存儲(chǔ)芯片等諸多晶圓的切割,如圖2以硅襯底MEMS晶圓為例,可以看到應(yīng)力誘導(dǎo)切割的芯片幾乎沒有崩邊,芯片沒有機(jī)械損傷。
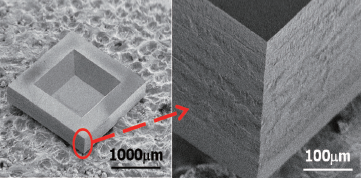
圖2:MEMS晶圓激光切割效果圖。
激光應(yīng)力誘導(dǎo)切割也有它的局限性,由于應(yīng)力誘導(dǎo)切割需要將特定波長的激光聚焦于物質(zhì)的內(nèi)部,所切割的物質(zhì)必須對(duì)特定波長的激光具有較大的透射率,另外需要切割道內(nèi)光滑防止對(duì)照射的激光形成漫反射。目前應(yīng)力誘導(dǎo)切割能夠切割Si、SiC、GaAS、LiTaO3、藍(lán)寶石、玻璃等材料。
激光表面燒蝕切割
表面燒蝕切割是較為普遍的激光切割工藝,其原理是將激光聚焦于所需材料的表面,聚焦的地方吸收激光能量后形成去除性的融化和蒸發(fā),在切割表面形成一定深度的“V”型口,然后通過外部施加壓力使芯片分開,在半導(dǎo)體行業(yè)中由于其加工精度要求高,對(duì)表面效果要求也高,多采用短脈沖激光或超短脈沖激光。短脈沖激光器切割完后的“V”型槽效果如圖3所示:
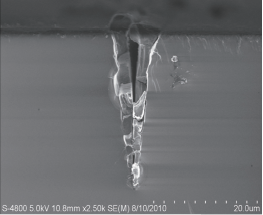
圖3:短脈沖激光表面切割形成的“V”型口。
激光表面切割具有更強(qiáng)的通用性,使用短脈沖激光進(jìn)行表面切割能夠很好的將熱影響控制在低范圍內(nèi)。目前該激光切割技術(shù)廣泛應(yīng)用于GPP工藝的晶圓、四元LED晶圓等晶圓的切割。如圖4以四元LED芯片為例,可以看到激光表面切割能夠有較好的切割面。

圖4:激光表面切割截面以及切割效果圖。
對(duì)比激光應(yīng)力誘導(dǎo)切割技術(shù),激光表面切割的工藝窗口更寬,但是它也有不足點(diǎn):
● 切割效率往往低于激光應(yīng)力誘導(dǎo)切割;
● 部分晶圓切割前需要涂覆保護(hù)液,切割完后需要清洗保護(hù)液;
● 晶圓越厚需要切割越深,表面的開口就越大,熱影響區(qū)也就越大。
半導(dǎo)體晶圓激光開槽
隨著芯片集成度的不斷提高,線寬越來越小,RC時(shí)延、串?dāng)_噪聲和功耗等成為嚴(yán)重的問題。在此背景下LOW-K層被引入到集成電路領(lǐng)域,當(dāng)工藝線寬小于65nm時(shí),必須使用LOW-K層以克服上述問題。由于半導(dǎo)體工藝線寬不斷減小,臺(tái)積電已在研發(fā)建設(shè)9nm工藝線,低電介質(zhì)絕緣薄膜的使用日益增多,low-k晶圓激光開槽設(shè)備逐步進(jìn)入了很多晶圓封裝廠以滿足先進(jìn)封裝的需求。
首先激光在需開槽區(qū)域兩側(cè)劃兩條線,再利用激光在兩條線中間開一個(gè)“U”型槽,通過開槽將傳統(tǒng)刀輪難以處理的LOW-K層去除,然后刀輪從開槽區(qū)域切割或利用激光切割將芯片割開。如圖5所示,為LOW-K晶圓開槽的表面效果圖和3D顯微鏡圖片。
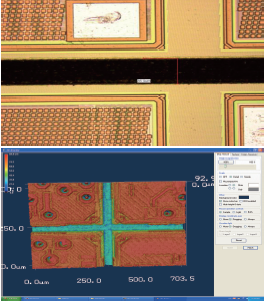
圖5:LOW-K晶圓開槽的表面效果圖和3D顯微鏡圖片。
除了LOW-K晶圓,該工藝還可以用于將其他刀輪難以切割的物質(zhì)去除,比如薄金屬層、SiO2層、有機(jī)層等。
激光打標(biāo)在半導(dǎo)體領(lǐng)域的應(yīng)用
激光打標(biāo)憑借其打標(biāo)精度高、不易擦除、打標(biāo)速度快等明顯優(yōu)勢首先走入了各行各業(yè),在半導(dǎo)體行業(yè)中自然也離不開打標(biāo),然而半導(dǎo)體行業(yè)中的打標(biāo)又有其特殊的需求,晶圓級(jí)打標(biāo)便是其中一種。
由于到了打標(biāo)這道工序時(shí),晶圓的流片已經(jīng)完成,因而對(duì)打標(biāo)設(shè)備提出了更高的要求,主要體現(xiàn)在:(1)晶圓趨于輕薄化,打標(biāo)需要做到針對(duì)不同材料的打標(biāo)深度控制,且打標(biāo)字體清晰;(2)晶圓的尺寸越做越小,對(duì)于定位精度和字體大小提出了更高的要求;(3)薄晶圓在打標(biāo)過程中的傳動(dòng)及輸送變得十分困難,如何處理這個(gè)過程尤為關(guān)鍵。目前行業(yè)內(nèi)使用較多的晶圓級(jí)打標(biāo)設(shè)備是EO Technics的CSM-3000系列。近幾年由于晶圓級(jí)WL-CSP封裝方式的興起,對(duì)于晶圓級(jí)打標(biāo)的需求愈發(fā)強(qiáng)烈,國內(nèi)外知名的激光設(shè)備公司也紛紛研發(fā)晶圓級(jí)打標(biāo)設(shè)備以及其替代方案。
激光在半導(dǎo)體領(lǐng)域的一些新興應(yīng)用
激光鍵合和拆鍵合
目前普遍使用的鍵合技術(shù)是:共熔鍵合技術(shù)和陽極鍵合技術(shù)。共熔鍵合技術(shù)已用到多種MEMS器件的制造中,如壓力傳感器、微泵等都需要在襯底上鍵合機(jī)械支持結(jié)構(gòu)。硅的熔融鍵合多用在SOI技術(shù)上,如Si-SiO2鍵合和Si-Si鍵合,然而該鍵合方式需要較高的退火溫度。陽極鍵合不需要高溫度,但是需要1000-2000V的強(qiáng)電場才能有效的鍵合,這樣的強(qiáng)電場會(huì)對(duì)晶圓的性能造成影響。于是很多研究者引入了激光輔助鍵合的鍵合方式,其原理是將脈沖激光聚焦在鍵合的界面處,利用短脈沖激光的局部熱效應(yīng)實(shí)現(xiàn)局部加熱鍵合。該鍵合方式具有無需壓力、無高溫殘余應(yīng)力、無需強(qiáng)電場干擾等諸多優(yōu)勢。
由于晶圓尺寸逐漸增大厚度減薄,晶圓在流片過程中就容易碎片,于是引入了載體層。將薄晶圓同載體層鍵合在一起,防止在流片過程中晶圓破損。相較于其他拆鍵合方式,激光拆鍵合可以使用聚酰亞胺作為鍵和劑,該方式鍵和可以耐受400℃以上的溫度而一般的鍵合劑在200℃時(shí)候就會(huì)變性,這就使得一般鍵合劑在晶圓做高低溫循環(huán)時(shí)就已經(jīng)失效。由于激光拆鍵合技術(shù)需要將激光作用于載體和晶圓中間的粘合劑上所以需要載體能夠透過相應(yīng)波長的激光,目前使用較多的激光為紫外激光,載體為玻璃晶圓襯底。激光拆鍵合技術(shù)多用于多種薄硅晶圓的剝離。
激光退火
激光退火技術(shù)主要用于修復(fù)離子注入損傷的半導(dǎo)體材料,特別是硅。傳統(tǒng)的加熱退火技術(shù)是把整個(gè)晶圓放在真空爐中,在一定的溫度(一般是300-1200℃)下退火10-60分鐘。這種退火方式并不能完全消除缺陷,高溫卻導(dǎo)致材料性能下降,摻雜物質(zhì)析出等問題。于是自上世紀(jì)末以來,激光退火的研究非?;钴S,研發(fā)出了毫秒級(jí)脈沖激光退火、納秒級(jí)脈沖激光退火和高頻調(diào)Q開關(guān)脈沖激光退火等多種激光退火方式。近些年來,激光退火已在國內(nèi)外取得了一些成熟的應(yīng)用。激光退火主要優(yōu)勢體現(xiàn)在:(1)加熱時(shí)間短,能夠獲得高濃度的摻雜層;(2)加熱局限于局部表層,不會(huì)影響周圍元件的物理性能;(3)能夠能到半球形的很深的接觸區(qū);(4)由于激光束可以整形到非常細(xì),為微區(qū)薄層退火提供了可能。
激光鉆孔
激光鉆孔廣泛用于金屬、PCB、玻璃面板等領(lǐng)域,在半導(dǎo)體領(lǐng)域還屬于一個(gè)新興的應(yīng)用,主要鑒于半導(dǎo)體行業(yè)的高精度和高表面光潔度等要求。隨著3D封裝技術(shù)的興起,TSV(硅通孔)技術(shù)逐步發(fā)展,對(duì)于激光鉆孔的需求也愈發(fā)強(qiáng)烈。
目前激光鉆孔存在著明顯的優(yōu)勢和劣勢,優(yōu)勢表現(xiàn)在鉆孔成本低、無耗材、可以鉆孔不同的材料等;劣勢主要表現(xiàn)在孔內(nèi)壁比較粗糙、密集鉆孔效率低、對(duì)鉆孔材料強(qiáng)度的損傷等。當(dāng)然科研人員也在研究新的鉆孔技術(shù)來克服當(dāng)前工藝的弊端,比如激光結(jié)合化學(xué)的鉆孔方式等。
激光作為一種非接觸式的加工方式,有著其得天獨(dú)厚的優(yōu)勢,短脈沖及超短脈沖激光技術(shù)在精細(xì)微加工領(lǐng)域的優(yōu)勢更為明顯,激光加工技術(shù)還被譽(yù)為“未來制造系統(tǒng)共同的手段”,因而隨著激光行業(yè)的不斷發(fā)展,激光的應(yīng)用定會(huì)越來越廣泛。
轉(zhuǎn)載請(qǐng)注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀















 關(guān)注我們
關(guān)注我們